
2-Base Material:
(1)Red Copper Stamping Parts:99.99% Copper T2Y2(SECu/C1100) ,%IACS≥97,HV:80~110s;
(2)Brass Stamping Parts:65% Brass H65(CuZn36/C2700),tensile strengthσb MPa≥440
3-Surface Treatments:
(1)Silver plating
(2)Bright tin plating
(3)Lead-free fog tin plating
(4)Nickel plating
(5)Ultrasonic cleaning
4-Free Samples:10-50pcs is allowed
5-Lead Time:Orders 7-10days,Samples 20-25days(including the tooling/die production of Copper Stamped Part);
6-Packing: Plastic inside and carton/pallet outside
7-Certifications: ISO9001,IATF16949,RoHS,REACH,etc.
8-Production Capacity: 50,000,000 pcs/month
9-Applications:PV Fuse,EV Fuse,PDU Fuse,Energy Storage Fuse,UPS DC Links,NH Fuse,BS Fuse,Fast Fuse,etc.
T2Y2 Red Copper Contact for Fuse material properties
1.The copper of Fuse Terminal Contact has good electrical conductivity, thermal conductivity, corrosion resistance and processing properties, and Fuse Terminal can be welded and brazed. Contains less impurities that reduce electrical conductivity and thermal conductivity, and trace oxygen has little effect on electrical conductivity, thermal conductivity and processing properties.
2.The copper terminal of EV Automotive Fuse Terminals High purity, conductivity not less than 98%.
3.The Copper of Fuse Terminal Contact is No "hydrogen disease" or very little "hydrogen disease"; good processing performance and welding, corrosion resistance and cold resistance.
4.Fuse Link Contact Copper material has good welding performance and cold bending performance, generally no "hydrogen disease" tendency, can be processed and used in a reducing atmosphere.
5.The addition of a small amount of silver to copper can significantly increase the softening temperature (recrystallization temperature) and creep strength, with little reduction in copper electrical conductivity, thermal conductivity and plasticity. The aging hardening effect of silver copper is not significant, and cold work hardening is generally used to improve the strength. The copper terminal of Fuse End Blade Ferrules has good wear resistance, electrical contact and corrosion resistance.

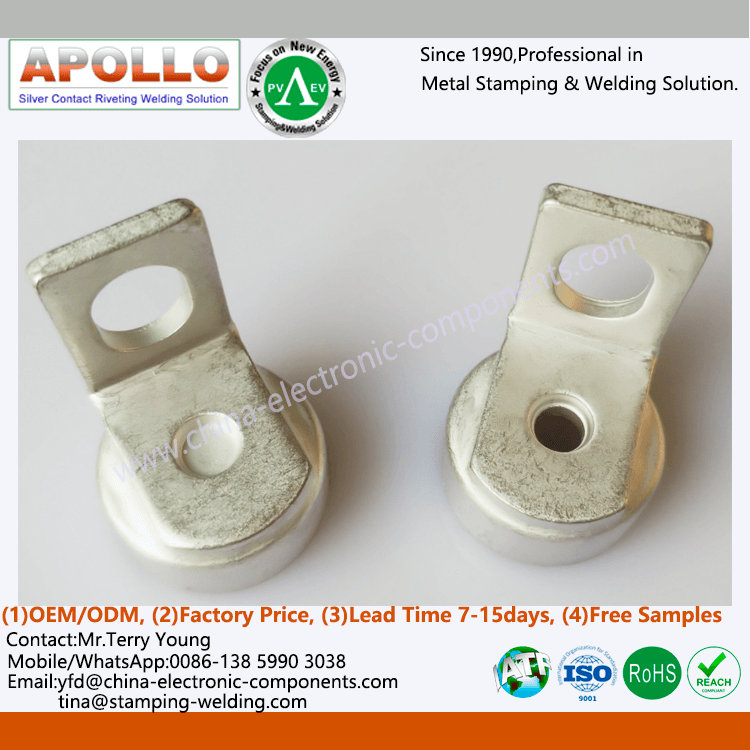
 Characteristics of new energy Fuse Copper Contact and Outer Cap brazing
Characteristics of new energy Fuse Copper Contact and Outer Cap brazing
Brazing Fuse Copper Contact and Brass Outer Cap refers to a welding method in which the filler metal and the weldment below the melting point of the weldment are heated to the melting temperature of the filler metal at the same time, and then the liquid filler metal is used to fill the gap of the Fuse Copper Terminal and Brass Cap to connect the metals. During Fuse Contact Cap brazing, the oxide film and oil stains on the contact surface of the base metal should be removed first, so that the capillary can play a role after the brazing filler metal is melted and increase the wettability and capillary fluidity of the brazing filler metal. According to the different melting points of the solder, brazing is divided into brazing and soldering.
Brazing process of the Fuse Copper Contact and Brass Fuse Cap: The workpieces Fuse Copper Contact Cap that have been cleaned on the surface are assembled together in a lap joint pattern, and the solder is placed near or between the Fuse Contact Copper and Cap Brass joint gaps. When the workpiece and the solder are heated to a temperature slightly higher than the melting point of the solder, the solder melts (the workpiece is not melted), and is sucked in by capillary action and fills the gap between the solid workpieces Fuse Link Contact and Inner End Cap. The liquid solder and the workpiece metal diffuse and dissolve with each other. A brazed joint is formed after condensation.
1.The surface of the joint Copper Cap and Fuse Terminal is smooth, the air tightness is good, the shape and size are stable, the structure and properties of the weldment do not change much, and the same or different metals and some non-metals can be connected. During brazing Fuse Contact and Outer End Cap, the whole workpiece can also be heated, and many welds can be welded at one time, which improves the productivity. However, the strength of brazing joints is low, and lap joints are mostly used, and the joint strength is improved by increasing the lap length; in addition, the preparation work before brazing Copper Contact and End Caps is relatively high.
2.In order to make the brazing part Fuse Copper Contact and Copper Cap firmly connected and enhance the adhesion of the brazing filler metal, flux should be used during brazing to remove oxides on the surface of the brazing filler metal and the weldment.
3.Brazing Copper End Caps and Contact uses an alloy with a lower melting point than the base metal as the brazing filler metal. When heated, the brazing filler metal is melted and filled and kept in the joint gap by wetting and capillary action, while the base metal is in a solid state, relying on liquid brazing filler metal and solid mother metal. The mutual diffusion between the materials forms a brazed joint. Brazing Fuse Copper Contact and Cap Copper has little effect on the physical and chemical properties of the base metal, less welding stress and deformation, and can weld dissimilar metals with large differences in performance, and can complete multiple welds at the same time.


Brazing inspection methods for the Fuse Copper End Caps and Contact
⒈ Visual inspection
The visual inspection is to check the surface quality of the brazed joint Copper Pipe Cap with the naked eyes or a low-magnification magnifying glass, such as whether the solder fills the gap, whether the exposed end of the brazing seam forms a fillet, whether the fillet is uniform, whether the surface is smooth, whether there are cracks, pores and other external defects.
2. Surface defect inspection
Surface defect inspection methods of Copper Pipe End Cap include fluorescence inspection (color inspection) and magnetic particle inspection. They are used for inspection of appearance and for inspection of brazing surface defects such as cracks, porosity, etc., which cannot be detected visually. Fluorescence inspection is generally used for the inspection of small workpieces like Fuse Copper Cap, color inspection (partial inspection of workpieces) for large workpieces like Copper Cap for European Cylindrical Fuse Link, and magnetic particle inspection is only used for magnetic metals.
⒊Internal defect inspection
Radiographic inspection, ultrasonic inspection and compactness inspection are mainly used for Plated End Caps,like Silver-plated Copper End Caps ,Fog Tin-plated Copper End Caps,Bright Tin-plated Copper End Caps,and so on.Radiographic inspection is a common method for inspecting the internal defects of important workpieces Copper Outer Cap for Eaton Bussmann Fuse. It can show pores, slag inclusions, lack of brazing in the brazing seam, and cracking of the brazing seam and the base metal Fuse Outer Cap. The range of defects found by ultrasonic inspection is the same as that of radiographic inspection.


Contact Information:
Mr.Terry Young (Sales Manager&Technology Engineer)
Apollo Electronic Components (Xiamen) Co.,Ltd
Xiamen Apollo Stamping Welding Technology Co., Ltd
Add:225#,Jinshang Road,Huli District,Xiamen City,Fujian Province,China,361009
Tel&Fax: 0592-5765084, Mob/WhatsApp/WeChat: 0086-13859903038 ,QQ: 1260358661
Email: yfd@china-electronic-components.com
Web: www.china-electronic-components.com , www.stamping-welding.com
Since 1990,professional in Silver Contact Rivet&Core&Screw Terminal for Relay&Switch&Contactor&Breaker ect Riveting&Welding solutions !